Pour compléter l'équipement d'une embarcation ou d'un véhicule : une pompe à eau ... En voici 9 modèles.
|
|
|
Voici quelques modèles de pompes à eau :
1 - premier modèle avec réduction par engrenage
2 - pompe avec un moteur oscillant
3- pompe à eau à clapets (billes)
4 - pompe à eau et by-pass à tiroir
5 - pompe à essais
6 - pompe manuelle
7 - pompe mixte : manuelle et mécanique
8 - pompe à clapets (billes)avec excentrique
9 - mini pompe manuelle à course réglable
|
|  | |  | | accessoire : un système d'amorçage (après la pompe n° 7)
règles pour clapets à billes (après la pompe n°8)
|
| |  | |  |
|
|
|  1 - construction d'une pompe à eau avec réduction par engrenage | Un petit truc indispensable si on veut donner davantage d'autonomie à notre embarcation.
Celle qui est décrite n'est pas bien difficile à réaliser et elle fait partie des choses construites puis rangées ... en attendant que.
Son fonctionnement dépendra directement du moteur puisque qu'elle y est reliée par un engrenage : débit variable.
Pas de cassement de tête pour calculer son écoulement puisqu'il pourra être réglé par une vanne by-pass : débit réglable |
|
|
|

1 - Roue dentée de 60 dents .2 -Socle en alu d'épaisseur 5
3 -Supports en alu de 5 d'épaisseur.
4 - Axe d'entraînement.
5 -Piston et bielle.
6 - Vis M2 de calage des roulements ou tu tube de la pompe.
7- Tête de refoulement.
8 - Tête d'aspiration.
9 - Bouchon.
10 - support de tête.
11 -Corps de pompe.
12 - Bille acier de diamètre 5. |
|
supports et paliers
Ils sont en aluminium et les cotes sont celles de la pompe décrite mais peuvent être modifiées ... |
|
 | Pour le traçage, l'important est que l'axe de la came soit dans celui de la pompe.
Pour un montage à plat sur la platine du bateau, les têtes des vis M2 seront noyées. |
|  | Là aussi les cotes peuvent changer tout en gardant le même axe pour les trous de diamètre 8.
A gauche, deux supports pour le tube de la pompe avec un trou de 8.
A droite deux supports pour l'axe d'entraînement : prévoir un épaulement pour des roulements de 3.8.4.
Le tube et les roulements seront bloqués par des vis M2. |
|
|
Sur les photos qui suivent, on pourra voir des trous à la base des paliers : ils ont servi à l'usinage dont on verra le détail pour une réalisation similaire dans : | | usinages 1 - 3 (porte-roulements) |
| |
|
axe et engrenage, piston
L'engrenage de la pompe possède 60 dents sur un diamètre de 45. Il sera mis en contact avec celui en bout de l'arbre moteur avec 25 dents de diamètre 18. Tous deux proviennent de "Meccano".
Le rapport sera donc de 2.4 ce qui est proche du rapport de 3 recommandé ... Enfin, presque puisque, dans un ouvrage récemment consulté, je trouve celui de 5 !
Mais on verra que cela n'est pas grave car on pourra moduler la quantité d'eau envoyée à la chaudière sans la gaspiller.
|
| | |
|

L'axe de transmission est pourvu volant qui portera à 4 mm du centre un trou taraudé à M2 : la course de la pompe sera donc de 8 mm.
Prévoir un petit lamage sur la tige pour assurer son blocage : l'axe ne doit pas dépasser du volant.
Dans ce trou on placera une vis en inox tirée d'un rond de 3 dont les cotes essentielles seront celle de la partie qui servira d'axe à la bielle : 2.1, voire 2.2 pour assurer le blocage de la vis sans gêner le mouvement ; 2.4 de diamètre pour glisser facilement dans un trou de 2, 5.
Le piston est en inox de 6. Là aussi il faudra être précis pour la fabrication de la vis en inox tirée d'un rond de 2: la patrie arrondie fait 4 de longueur mais une fois bloquée, rien ne doit dépasser car le piston et la bielle munie de la vis s'engagent un peu dans le rond de la pompe.
On pourrait éviter cet embarras en réduisant la longueur du tube. Cependant, plus le tube est long et meilleure est l'étanchéité. Il faudra un peu de temps pour assurer un bon glissement dans le tube de laiton.
Fabrication dans un rond de 12 de diamètre d'un presse-étoupe qui maintiendra quelques tours de ruban de téflon torsadé ou de tresse graphitée.
|
|
le corps de la pompe
Les deux pièces suivantes sont fabriquées puis soudées à l'étain qui suffit. |
|

Le corps de la pompe est en laiton , parallélépipède de 17 x 12 x 12 que l'on percera d'un trou de diamètre 8 pouvant recevoir un tube de 6 x 8 probablement à ajuster ...
A chaque coin, on percera à 1.2 pour tarauder à M1.6.
En revoyant mon dessin, mes cotes de 2 semblent plutôt à 1.5 . Mais, si on veut utiliser des vis M2 moins fragiles, il est possible de modifier les dimensions du corps.
|
|

Un simple tube de laiton que l'on va fileter à droite à M8 x 0.75 pour visser le presse-étoupe.
A gauche, taraudage à M7x 075 pour recevoir le bouchon usiné dans un hexagonal : on reperce le tube de 6 à 6.2 avant le taraudage sur 5 de long. |
|
 les têtes de refoulement et d'aspiration
Elles sont composées de deux pièces pour le refoulement et de trois pour l'aspiration que l'on soudera à l'étain après usinage.
Le support en laiton de 2 d'épaisseur est le même pour les deux pièces.
La tête de refoulement.:
. a : préparer cette pièce dans un rond de 12
. b: reprendre le trou de 3 par un trou de 6
. c : retourner la pièce et, à l'aide d'une fraise de 2, pratiquer 4 rainures pour le passage de l'eau. (en fait 3 suffisent puisque l'une va tomber sur le bouchon !)
La tête d'aspiration :
on procède de la même manière en ne perçant que le trou de 6 et en ajoutant un raccord.
Perçage du corps :
. du côté du refoulement, on perce un trou de 3 qui va bloquer la bille inox de diamètre 5.
. du côté de l'aspiration, on va percer 4 (3 suffisent également) trous de diamètre 1 pour le passage de l'eau.
|
|
 | | : le corps côté refoulement |
|  | | le corps côté aspiration |
|  | | le bouchon |
|
|
 Tête de refoulement vue de l'extérieur. Tête de refoulement vue de l'extérieur. |
|  En examinant bien la photo on aperçoit les rainures obtenues par fraisage. En examinant bien la photo on aperçoit les rainures obtenues par fraisage. |
|
|
 Tête d'aspiration vue de l'extérieur. Tête d'aspiration vue de l'extérieur. |
|  Un simple trou de diamètre 6 sur 5 de profondeur qui a agrandi celui de 3 percé au préalable. Un simple trou de diamètre 6 sur 5 de profondeur qui a agrandi celui de 3 percé au préalable. |
|
|
 On n'oublie pas les joints (téflon de 0.25 d'épaisseur) et les ... billes ! On n'oublie pas les joints (téflon de 0.25 d'épaisseur) et les ... billes ! |
|  Montage de la tête achevé. Montage de la tête achevé. |
|
|
|
 Placer le piston muni de sa bielle dans le tube puis enfiler ce dernier par l'avant. Placer le piston muni de sa bielle dans le tube puis enfiler ce dernier par l'avant. |
|  Visser le presse-étoupe. Visser le presse-étoupe. |
|
|
 Approcher la bielle de sa position et serrer avec les doigts ... Approcher la bielle de sa position et serrer avec les doigts ... |
|  ... avant de visser notre minuscule téton d'inox : bloquer. ... avant de visser notre minuscule téton d'inox : bloquer. |
|
|
 réglage
Pour limiter les pertes et obtenir un rendement proche des 80%, il faut limiter au maximum l'espace entre la tête du piston et l'extrémité de la vis placée en bout ; deux dizièmes et ce serait parfait.
En fait c'est facile car on peut déplacer le tube.: on l'approche de l'axe de transmission puis on tourne le volant pour amener le piston à "cogner" le bouchon. Il suffit alors de le retirer légèrement et de bloquer les vis placés sur les supports.
|
|
|
utilisation
Cette pompe débite trop : 0.22cc par tour, bien plus que ne va consommer le moteur mais :
. elle est à débit variable car elle tourne au même rythme que le moteur avec sa réduction
. elle est à débit réglable
et c'est cette 2ème possibilité qui est la plus importante car on n'enverra vers la chaudière que la quantité d'eau qui lui est nécessaire pour maintenir le plus longtemps possible son niveau. |
|
vanne by-pass | 
Ce réglage est obtenu grâce à une vanne by-pass dont voici le fonctionnement.
Le by-pass est fermé et toute l'eau se dirige vers la chaudière; il est ouvert et la sortie d'eau se partage entre chaudière et retour au tank. Plus on l'ouvrira et plus l'eau retournera vers le tank. |
|
|
Pas difficile à construire.
Elle fuit un peu en position de fermeture mais cette eau retourne vers le tank.
Il faudrait probablement refaire le cône, bien que laiton contre laiton ... Elle s'adaptera à l'usage.
L'étanchéité supérieure est obtenue par un joint torique et quelques tours de téflon, le tout serré par un presse-étoupe.
Montage effectué pour un essai vidéo. La vanne by-pass n'est pas reliée à la chaudière, ni au réservoir ... pour mieux voir. |  |
|
|
|
2 -pompe à eau avec un moteur oscillant | Un moteur oscillant peut faire office de pompe. Expérience réalisée sur le camion de Pompier Taravana.
Les plans et les usinages dans cet | | album |
|
 | montage final:
à gauche le moteur, à droite la "pompe" |
| |
|
3 - pompe à eau à clapets | pour ce camion. .
J'ai probablement eu tort de ne pas faire confiance à l'oscillant ...
Là aussi les plans et la construction dans cet
| | album |
|
Petite pompe à clapets toute simple.
Les dimensions ont été calculées pour qu'elle puisse venir se mettre à la place de la pompe précédente : le moteur est donc entraîné par le vilebrequin.
Le bâti ne recevra qu'une modification : deux taraudage en bout pour la fixation du corps de la pompe.
En voici toutes les pièces : |  |
| |
|
4 - pompe à eau et by-pass à tiroir | | On commence par la réalisation d'une pompe classique. |
|
 | | Peu de changements pour cette pompe si ce n'est davantage de soin à la réaliser |
| |
|
 | | toutes les pièces |
|  | | la plus délicate à usiner |
| |  | | la tige soudée limitant la course de la bille |
|
|
|
 Principe de fonctionnement :
Le tiroir en se déplaçant va moduler le débit qui restera constant.
L'emploi d'une vis M3 au pas de 0.5 permet de repérer exactement le degré d'ouverture.
Si on remplace cette vis par un levier on peut facile ment faire le réglage par un servomoteur.
|
|
 | Le problème à résoudre est celui du corps de la vanne : il faut jusqu'au dernier moment pouvoir passer l'alésoir pour offrir un déplacement parfait du tiroir et limiter les fuites, ce qui explique le montage avec deux "bouchons".
Une amélioration : placer un joint torique e bout de tiroir (je en'en avais plus !). |
| |
|
 | | toutes les pièces |
|  | | soudure à l'étain |
|  | | vanne terminée |
|  | | montage |
|
|
|
 une autre version prenant moins de place
On supprime un des "bouchons" et on le remplace par une plaquette issue d'un hexagonal de 10 avec montage par vis M1.6. |
|  | | Ici le joint torique serait indispensable ! |
|
|
 |
Le seul problème est le perçage des trous de 1.2 ... Voici comment on peut procéder après réalisation du montage de la première vis.
Les trous sont exécutés en positionnant le tiroir et en vissant la plaquette. |
|  | autre modèle
avec la possibilité de régler le débit en augmentant la longueur des biellettes.
Une modification pour éviter l'emploi de joints toriques : allongement du piston.
Pour les dimensions de détails, voir sur le plan précédent.
Plus intéressant encore serait de prévoir un piston de diamètre 3 ... mais je n'ai pas cet alésoir. |
|
|
5 - pompe à essais |  |
|  | Une pompe indispensable pour procéder aux essais de pression de nos chaudière, et ceci sans aucun risque ...
La réalisation et l'utilisation de cette pompe dans cet
| | album |
|
|
6 - pompe manuelle |  |
|  | Petite pompe indispensable pour qui veut se livrer à des expériences de vaporisation instantanée (entre autres ...).
La construction de cette pompe se trouve dans cet | | album |
|
|
7 - pompe mixte : manuelle et mécanique | étudiée pour gagner de la place.
On pourra aussi faire varier le débit de la pompe mécanique en fonction des besoins du moteur.
Le blocage de la pompe manuelle n'est pas vraiment indispensable et la pompe mécanique fonctionne même si le poussoir se trouve détendu. Cependant, en la bloquant en position basse, on réduit le volume de la boîte à clapets. |
|  | | source d'inspiration |
|
|
 | plans
On peut aussi s'inspirer des pompes précédentes. |
|  | fonctionnement et réglages
Le fonctionnement est toujours meilleur si les clapets sont en position verticale cependant celle-ci travaille bien à plat : 2 possibilités de montage.
Pour le réglage de la distance entre les axes, on peut se servir du montage sur la platine : des trous plus importants que nécessaire permettent de faire avancer ou reculer le corps de la pompe. |
|
|
 Le corps est tiré d'un plat de laiton de 15 x 20. Le corps est tiré d'un plat de laiton de 15 x 20. |
|  Entrée (aspiration) et sortie (refoulement). Entrée (aspiration) et sortie (refoulement).
Ne pas oublier le rond de diamètre 1.5 qui bloque la bille de l'aspiration. |
|
|
 Tiroir et cylindre de la pompe mécanique. Tiroir et cylindre de la pompe mécanique.
Si on ne rencontre aucun jeu, les joints toriques ne sont pas utiles. D'ailleurs j'ai supprimé le second ... |
|  Les éléments de la pompe mécanique. Les éléments de la pompe mécanique.
Un petit truc qui a l'air de vouloir fonctionner : plus de rondelle de téflon et de joint torique pour assurer l'étanchéité, mais deux ou trois tours dun cordelet de graisse graphitée. |
|
|
 Le corps, les deux cylindres et le petit téton sont prêts pour une soudure à l'étain. Le corps, les deux cylindres et le petit téton sont prêts pour une soudure à l'étain.
Il est d'ailleurs possible d'essayer ces deux pompes sans attendre la soudure ! |
|  Montage du dispositif de blocage. Montage du dispositif de blocage.
Remarquer que le poussoir laisse un petit espace libre en bout de piston. |
|
|
 Ainsi en position de blocage il n'y aura pas de glissement. Ainsi en position de blocage il n'y aura pas de glissement. |
|  L'ensemble complet avant soudure. L'ensemble complet avant soudure.
Le volant est percé de 4 trous taraudés et la biellette devra être adaptée au débit souhaité. |
|
|
essai
montage avec le moteur électrique. |  |
| |
|
Il n'est pas évident que la pompe manuelle débitera suffisamment. Si c'est le cas, il sera possible de dessouder son cylindre et de la remplacer par un autre acceptant un piston de diamètre 5.
D'autres compléments suivront : une prise d'eau pour une seringue permettant de pallier un éventuel désamorçage, une vanne anti-retour à la sortie du refoulement. |
|
accessoire système d'amorçage | Une pompe finit toujours quand on ne s'en sert pas quotidiennement par se désamorcer.
A l'atelier on peut pallier cet inconvénient en saisissant le tube en silicone plongé dans la bâche et en le remplissant à l'aide d'une seringue ... pas toujours évident quand la construction est terminée ! |
|
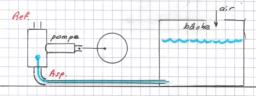 | | Dans ce cas, on rencontre rarement un problème de désamorçage car l'eau de la bâche remplit le tube d'alimentation. |
|  | | Par contre ici, le phénomène se produira plus souvent car l'eau va redescendre dans la bâche même si on ajoute en bout du tuyau d'aspiration un clapet de retenue. |
|
|
pour tube de silicone de 3 x 5.
Le godet est brasé à l'argent pour permettre plus tard une soudure à l'étain.
En attendant on peut glisser un tube de 2 x 3 que l'on rend étanche par un bout de tube de silicone.
La chaînette n'est pas indispensable mais pour moi qui perd constamment mes bouchons ...
Le ressort ne sera pas compressé, il sert tout simplement à permettre le passage de l'eau. |
|
 | clapet de retenue plutôt que clapet anti-retour
comme noté sur la vidéo |
|  | | godet de remplissage |
|
|
|
essai |  |
| |
|
8 - pompe à excentrique | qui permet de garder l'axe principal sans le modifier.
La course pour le piston de diamètre 4 sera de 4 mm et notre pompe débitera à chaque cou 0.05 ml ... sans compter la perte évidemment.
Pour la cotation du corps de pompe, voir la pompe n°*4** dans cet album |
|
|
 bielle
Les éléments de la bielle sont brasé à l'argent. |
|  L'excentrique est de 2 mm, et pour l'obtenir dans la masse au mandrin 4 mors, il faut utiliser une cale de 2.66 mm d'épaisseur. L'excentrique est de 2 mm, et pour l'obtenir dans la masse au mandrin 4 mors, il faut utiliser une cale de 2.66 mm d'épaisseur.
Pour son calcul, voir dans cet
album |
|
|
 La réalisation de la bague à placer dans un trou de 12 n'est pas facile : dresser un bout de tube de 10 x 12 , le couper à 3 m puis l'enfiler sur un rond de 10 et dresser la seconde face à 2.5 d'épaisseur. La réalisation de la bague à placer dans un trou de 12 n'est pas facile : dresser un bout de tube de 10 x 12 , le couper à 3 m puis l'enfiler sur un rond de 10 et dresser la seconde face à 2.5 d'épaisseur. |
|  Roder, mettre de la graisse et empêcher la bielle de sortit grâce à la manivelle. Roder, mettre de la graisse et empêcher la bielle de sortit grâce à la manivelle. |
|
|
 Publicité gratuite ... Publicité gratuite ... |
|
 le piston
une idée pour éviter la difficulté à monter un joint torique sur un petit rond de 4 : où ça serre trop fort ou le déplacement ne produit aucun effet |
|  Cette fois on perce en bout et on taraude M2. On enfile le joint torique sur une vis M2 dont la longueur est égale à la profondeur du taraudage + l'épaisseur du joint. Cette fois on perce en bout et on taraude M2. On enfile le joint torique sur une vis M2 dont la longueur est égale à la profondeur du taraudage + l'épaisseur du joint.
En serrant la vis on augmente le diamètre du joint ... Essais à effectuer pour que ça coulisse facilement tout en aspirant et refoulant sans trop de fuite, en reprenant un peu l'extrémité de la vis par exemple.
|
|
|
 Le support de la pompe
dont l'axe se trouve à 20 au-dessus du châssis. La vis permet de régler la position pour que le piston vienne affleurer l'intérieur du corps.
|
|  La bague est reprise à la fraise : on s'arrête dès que l'on voit l'intérieur du tube. La bague est reprise à la fraise : on s'arrête dès que l'on voit l'intérieur du tube.
Il faudra bien la roder sur un rond de 10 pour qu'elle glisse facilement. |
|
|
 Réalisation du pied que l'on brase à l'argent verticalement (ça tient tout seul). Réalisation du pied que l'on brase à l'argent verticalement (ça tient tout seul).
On nettoie et on étame le haut. |
|  Préparation à la soudure avec "une" cale de 13 d'épaisseur. Préparation à la soudure avec "une" cale de 13 d'épaisseur. |
|
|

Cette pompe a été utilisée pour compléter cette machinerie et on la verra fonctionner (montages 2, 3 et 4) dans cet
album |
|
 Elle a été également utilisée pour ce montage. Le plateau manivelle a permis de faire différents essais et finalement c'est la course de 12 mm qui a été retenue. Elle a été également utilisée pour ce montage. Le plateau manivelle a permis de faire différents essais et finalement c'est la course de 12 mm qui a été retenue.
Les essais ont été simplifiés en utilisant la même biellette et en déplaçant le corps de la pompe, corps que l'on peut bloquer dans le cylindre de support.
Le bon positionnement se fait en limitant au minimum le volume de la boîte à clapets en faisant aboutir la course extrême du piston le plus près possible de cette dernière.
Voir le fonctionnement dans cet
album |
|
9 - mini pompe à eau manuelle |  Cette pompe devrait servir pour un nouveau montage de vaporisation instantanée. Cette pompe devrait servir pour un nouveau montage de vaporisation instantanée.
Je me suis un peu compliqué la tâche en voulant régler son débit, ce qui dans le cas d'utilisation prévu est inutile puisqu'elle sert surtout à remplir le serpentin et assurer le démarrage. Mais, comme noté sur la vidéo, pourquoi "faire simple quand on peut se compliquer la vie" ?
Le plaisir est aussi dans la recherche.
Une idée qui m'est venue en revoyant un vieux catalogue de Steam Le Hobby de 1987 |
|
 | | Cette pompe n'est prévue que pour un seul débit ... |
|  | | mais on peut en prévoir d'autres. |
|
|
|
1 - corps de pompe : tiré d'un carré en laiton de 10. On commencera par percer le trou recevant le cylindre et le bouchon. Sur la gauche, comment obtenir un fond bien plat pour recevoir la bille de diamètre 2.
2 - bouchon qui va limiter l'espace de la boîte à clapets : il arrive à 0.5 mm de l'axe.
3 - aspiration et refoulement : les joints en téflon sont de 1 d'épaisseur mais il sera peut-être nécessaire de rajouter un joint de 0.1 ou 0.2 ... Sur la gauche, la position de l'arrêt de la bille d'aspiration en laiton de 1.5 qu'on soudera à l'étain.
4 - cylindre qui pose (pour moi) quelques problèmes : réalisé dans un tube de 4 x 6, le piston de 4 y flotte légèrement. Il existe cependant le solution qui suit.
5 - piston dont le montage du joint torique est particulier : pas de saignée pour le placer ce qui n'est pas facile, mais une vis qui va le compresser et permettra d'obtenir un fonctionnement étanche. Pour que le joint torique reste toujours dans le cylindre, il faudra prévoir une fin de course (trou de 1 mm avec fil de laiton).
6 - bague de maintien mais aussi de positionnement.
7 - bielle réglable qui permet de régler la course dont on a besoin.
8 - levier qui comportera une encoche pour maintenir un ressort ramenant le piston dans la position la plu rapprochée de la boîte à clapet. Entre la tête du piston et le bouchon, il ne restera que 1.5 mm ce qui d'après Gems Suzor" réduit l'espace "nuisible". |
|
|
bague de maintien
réalisée avec des tubes qui s'emboîtent. Vers le haut, le guide de la bielle se soudera (argent) dans une rainure de 2 de large sur1 de profondeur. De l'autre côté en taraudage à M3 et sur le côté un autre taraudage pour le blocage.
Commencer les taraudages avec le mandrin de la perceuse pour que ce soit bien vertical. |
|  | | centrage |
|
|
 | | rainurage |
|  | | brasure |
|  | | taraudage |
|  | | coulissage |
|
|
corps et cylindre
avant de les souder à l'étain il faudra faire en sorte que le cylindre coulisse bien dans la bague de maintien (au tour avec du papier de verre). |
|  | | trous centraux |
|
|
 | | ajustage serré |
|  | | trous verticaux |
|  | | arrêt bille aspiration |
|  | | fente refoulement |
|
|
le piston
en rond de 4 avec un taraudage M2 en bout pour recevoir une vis M2 un peu particulière car l'épaisseur de la tête est de 2.2. On réduit cette tête de diamètre 4 à 3,8 pour ne pas toucher l'intérieur du cylindre.
|
|
 | | éléments |
|  | | taraudage en bout |
|  | | réglage pression |
|  | | arrêt course |
|
|
bielle réglable
en 2 parties obtenues dans du carré de 4 x 4 (diagonale de 5.2). fraisage de 2 de large sur 1 de profondeur, raccord par tige filetée dont l'une est soudée à l'étain (pour cette dernière, il faudra reprendre avec la filière car l'étain déborde un peu trop dans les filets ...).
L'usinage se réalise avec une bague issue d'un tube d'alu de 5 x 8 que l'on reprend à 5.2 et que l'on fendra d'un côté. |
|  | | tube repris |
|
|
 | | fraisage |
|  | | maintien |
|  | | perçage, taraudage |
|  | | liaison, réglages |
|
|
détails
le levier, les bouchons, un essai (course de 14), plus simple ... |
|
 | | levier et ressort |
|  | | bouchons et rondelles |
|  | | un des essais |
|  | | plus simple ! |
|
|
 | | les "idées" |
|  | | le piston |
|
|
réglages
qui concernent la position du cylindre et la longueur de la bielle.
En fonction de ces derniers on pourra obtenir des débits différents.
Cette pompe -probablement grâce au piston particulier- est surprenant et le débit réel obtenu correspond pratiquement à ce qu'on lui a demandé ! On est loin des 80 % généralement admis. |
|  | | position du cylindre |
|  | | course mini |
|
|
|
règles pour clapets à billes |  Des calculs établis à la lecture de James SUZOR et Rudy MEMIN. Des calculs établis à la lecture de James SUZOR et Rudy MEMIN.
Pour les billes, on recommande des billes en laiton qui ne s'oxydent pas ... mais je n'en trouve pas.
Par contre celles en inox de l'OCTANT sont parfaites.
On peut aussi calculer au plus juste pour le déplacement vertical de la bille et s'en remettre à l'épaisseur du joint en téflon pour régler la hauteur verticale. |
|
documentation et autres idées ... |
|

Le plan dont je me suis inspiré pour la réalisation des crépines.
Il est dû à André LECOMTE et on le trouvera dans une petite brochure éditée par la CAV : Chaudière, essai de chaudière, pompe à eau, régulateur de chauffe. |
| 
Du même auteur, une pompe à eau commandée par un moteur électrique (récupération à la casse).
Avantage : aucun ralentissement du moteur. Par contre, il faudra du doigté pour réapprovisionner la chaudière et cela ne doit pas être vraiment envisageable quand le bateau est au large ... |
|
|

Une pompe qui fonctionne grâce à un moteur de servo.
Une construction de Jean-Paul BOURDILLAT décrite dans le numéro 548 (juillet 2009) de MRB.
Particularité intéressante : pas de billes mais des clapets. |
| |
|
La pompe de Jackyet ses remarques :
"Belle petite pompe au montage classique qui pose un problème lorsque le maneton d'entraînement de la biellette reliée au piston est en position haute ou basse car la poussée n'est pas dans l'axe du corps de la pompe .
Ce n'est pas trop gênant sur une petite course mais ça le devient sur une longue.
Je remédie à ce problème en fixant le corps de pompe sur un axe permettant l'oscillation et l'articulation directe du piston sur le maneton en supprimant la biellette de renvoi."
http://modelismenavalradioc.nouvellestar6.com/t10209-pompe-a-eau#140221 |
| | |
|
 Une pompe à débit variable de Pierre BERNARD et Jean-Pierre RENAUDIN : article du numéro 73 (février-mars 2007) de BM. Une pompe à débit variable de Pierre BERNARD et Jean-Pierre RENAUDIN : article du numéro 73 (février-mars 2007) de BM.
Une étude particulièrement intéressante pour le calcul du débit de la pompe.
Une idée : des billes en bronze qui restent propres. |
| |
|
alimentation électrique de la pompe | Elle fait appel généralement à des piles et une fois les essais terminés, il suffit de mettre des piles neuves pour rouler ou naviguer en étant presque sûr d'avoir la m^me tension pendant une vingtaine de minutes.
Mais pour les essai, on peut utiliser des petits transfos de récupération comme ceux- ci et pour lesquels on gardera le système de branchement.
Par la suite on pourra coupler un variateur. |
| |
|
|
 album terminéDes erreurs ? Des commentaires ? Des questions ? ... écrivez-moi |
| | | | |
|
















































































































































